
先進的な工程管理と豊富なノウハウで最適な処理をプロデュースします。
炉内のCO、N2、H2を主成分とする吸熱型変成ガス(RXガス)に、ブタン・プロパン等のエンリッチガスを添加した雰囲気中で、鉄鋼材料を900~940℃程度まで加熱し、材料表面に炭素を浸入させて浸炭し、その後降温焼入して硬化させる処理です。
加工性のよい低炭素鋼、低炭素低合金鋼を機械加工し部品形状に成形した後で、表面に硬く強靭な浸炭硬化層を生成することができます。
また、処理品の内部は適度に柔軟な組織であるため、部品全体としては高い靱性による耐衝撃強度を確保しつつ、表面は高い硬さを得ることができますので、耐摩耗性と耐疲労強度に優れており、通常は相反する「靱性と硬さ」を両立させることができ、自動車部品、オートバイ部品をはじめ、各種の機械部品に広く応用され、最も普及している表面熱処理法です。
窒化熱処理と大きく異なる点は、鉄の変態点温度以上に加熱し、処理工程に熱処理の代表手法である焼入焼戻しが加わることにあります。
当社はバッチ型とミニ連続型の二種のガス浸炭炉を保有しています。
バッチ炉では、数十分の短時間処理から十時間以上の長時間処理まで幅広い条件に対応、また浸炭窒化・低温浸炭窒化・防炭(浸炭防止剤による部分的浸炭防止)・サブゼロ処理・高温焼戻し等の、特殊浸炭処理にも対応できる体制を整えています。
一方ミニ連続炉では、バッチ炉の約2.5倍という効率的な生産能力を生かし、同一条件の大量受注品に対応しており、連続炉ならではの低コストと安定した品質を実現します。
当社では、これら浸炭炉生産ラインを自動化し、さまざまな条件に対しても確実な工程管理と漏れのない品質管理システムを構築、お客様の多様なQCDニーズに高いレベルでお応えします。
左は、炭素量0.2%の合金鋼(肌焼き鋼)にガス浸炭焼入焼戻しを行った際の、浸炭層の金属組織です。
浸炭層は、微細マルテンサイトの素地に残留オーステナイト量約10~15%程度の均一な浸炭焼入層を形成しています。
右のグラフは浸炭硬化層の断面硬さ分布ですが、表層付近はHV800と高い硬さを確保し、全硬化層深さは約0.9mm程度得られています。
表面硬さと硬化層深さは、ご要望に応じて、熱処理条件による調整が可能です。
軟窒化処理と比べて優れている点として、高い硬さの硬化層をより深くまで形成できますので、より高い強度が必要な部品に有利となります。
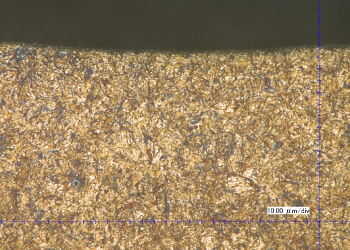 浸炭層の金属組織(マルテンサイト)
浸炭層の金属組織(マルテンサイト)
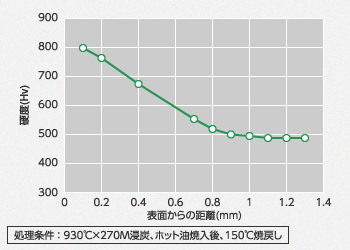 合金鋼(肌焼鋼)の断面硬度分布
合金鋼(肌焼鋼)の断面硬度分布
- 適用鋼種:肌焼き鋼(SCM・SCr・SNCM等の低炭素合金鋼)
- 厚い表面硬化層を得ることができ、内部も高い靱性を確保できます
- 硬化層深さ・表面硬さは、ご要望に応じて調整が可能です
- 内部硬さや部品形状によって、数種類の焼入油が選択できます
- 表面は薄いグレー色の平滑な仕上がりです(低温焼戻しの場合)
- 耐摩耗性、耐衝撃強度、耐疲労強度を向上させます
 連続式浸炭炉(浜松西工場)
連続式浸炭炉(浜松西工場)
 FA画面(本社工場)
FA画面(本社工場)
